

エジェクタピンとコアピンの豆知識

細物旋盤加工・小径旋盤加工は折損が発生しやすい?折損を防ぐ対策!
細物旋盤加工・小径旋盤加工は、ワークの径が細く、長さが長くなるほど、切削抵抗や振動の影響を受けやすくなります。そのため、ワークがたわみやすく、折損しやすいという課題があります。
折損を防ぐ具体的な対策
細物旋盤加工・小径旋盤加工におけるワークの折損を防ぐためには、以下の対策が有効です。
対策①:チャッキング後の、突き出し量を短くする

ワークをチャッキングする際、突き出し量をできるだけ短くすることで、ワークのたわみを抑制し、折損のリスクを軽減できます。突き出し量が長くなると、切削抵抗や振動の影響を受けやすくなり、ワークがたわみ、折損しやすくなるため、注意が必要です。
対策②:突き出し量を長くする場合は、片側をセンターで押し支える
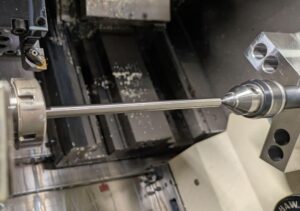
ワークの突き出し量を長くする必要がある場合は、ワークの片側をセンターで押し支えることで、たわみを抑制できます。センターで押し支えることで、ワークの剛性を高め、切削抵抗や振動の影響を軽減でき、折損のリスクを最小限にすることが可能です。
対策③:径と長さに合わせた最適な加工機で加工する

ワークの径や長さに合わせて、最適な加工機を選定することが重要です。細物や小径のワークを通常の旋盤で加工すると、材料の振れが大きくなりやすく、折損はもちろん、厳しい精度も実現できないケースがあります。そのため、細物であれば、専用の小型旋盤を使用することで、より安定した加工が可能です。ちなみに、当社の場合、自動NC旋盤「Cincom M32」、自動NC旋盤「Cincom L16」などの専用加工機を用いて、加工にあたっています。
対策④:加工条件を最適化し、ワークへの負荷を減らす
切削速度や送り量などの加工条件を最適化することで、ワークへの負荷を軽減し、折損のリスクを下げることができます。一般的に、切削速度を遅く、送り量を少なくすることで、ワークへの負荷を減らすことができます。また、切削油の使用も、切削抵抗を減らし、ワークの冷却を促進するため、有効です。
対策⑤:極力、曲がった素材の使用を避ける
ワークの素材が曲がっている場合、加工中にワークがたわみやすくなり、折損のリスクが高まります。そのため、できる限り曲がっていない素材を使用することが望ましいです。もし、曲がった素材を使用する必要がある場合は、矯正作業を行い、できるだけ真直ぐな状態にしてから加工することが重要です。
細物旋盤加工・小径旋盤加工なら秦精工にお任せください!
秦精工は、細物旋盤加工・小径旋盤加工の豊富な実績と高い技術力を持っています。お客様のワークに最適な加工方法や条件をご提案し、高品質な製品をご提供いたします。細物旋盤加工・小径旋盤加工でお困りの際は、ぜひ秦精工にご相談ください。

