

エジェクタピンとコアピンの豆知識

コアピンの耐久性向上でダイカストマシンの生産性をUP
ダイカストの生産は基本的に大量生産が多いため、いかに機械を止めずに連続生産できるかが重要なポイントとなります。このダイカストマシンが止まってしまう原因のひとつが、「コアピン(鋳抜きピン)の折損」です。
一度コアピンが折損してしまうと、コアピン交換のために金型をダイカストマシンから降ろす必要があるため、生産性を著しく低下させてしまいます。また、不良発生に繋がることも考えられます。
それでは、コアピンの折損を回避するには、どのような対策を行えばいいのでしょうか?
コアピン折損の原因については様々ありますが、代表的なものとしては、下記の3つがあります。
- 焼付きにより、アルミ合金が付着して高温、高圧にさらされコアピンの強度が低下
- 型開きや離形・押出時に高い引張応力や曲げ応力が生じて変形・破損
- 溶損が進行することにより離形時の抵抗や溶湯圧力に耐え切れなくなり折損
つまり、過酷な環境下で使用されるコアピン折損の解決策としては、耐溶損・耐焼付き性向上、また形状変更による応力分散などが重要になってくるのです。
コアピン折損への対策としては、①高温にならないようにコアピンを冷却する、②材質の変更・表面処理を施すことで、焼付き・溶損対策を行う、③段付き部付根R形状を大きくし、応力集中が発生しないようにする、等があります。
しかし、上記の対策をしっかり行っても湯口廻りなど過酷な環境下で使用される場合には、コアピンが折損してしまうといったケースは少なくありません。
このようなコアピンの折損を大幅に低減させ、ダイカストの生産性向上に貢献するものが、当社で開発した『ハイブリッドコアピン』です。
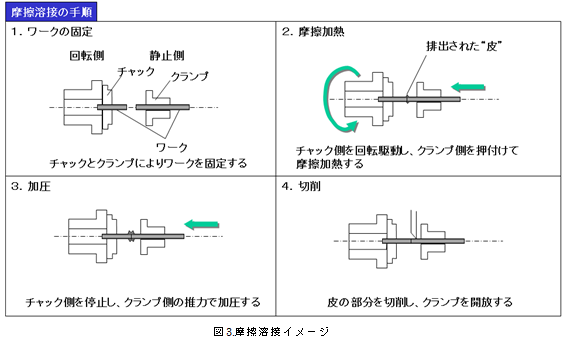
ハイブリッドコアピンとは、摩擦溶接技術を採用し、異種の金属材料を接合することで耐久性を大幅に向上させた次世代コアピンのことです。
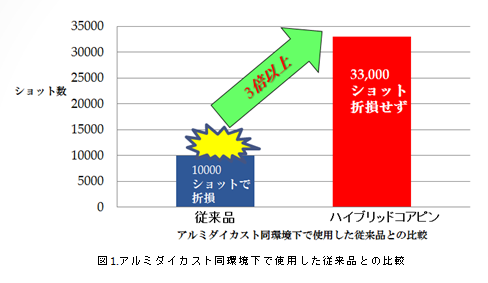
まずは下記のグラフ(図1)をご覧ください。同環境下で通常のコアピンとハイブリッドコアピンのショット数を比較したデータですが、3倍以上のショット数を実現できていることがお分かり頂けると思います。
このようにショット数を大幅に向上させることができるハイブリッドコアピンですが、その特徴のひとつは、しなやかでありながら高温・溶損に強いことです。下記の図2をご覧頂きたいのですが、台座部に靱性の高いDAC、高温のアルミ合金溶湯接触部に高温強度・耐溶損性の高いYXR33を用いることで、両材質の長所を発揮しながら短所を補うことでコアピンの長寿命化が可能となります。
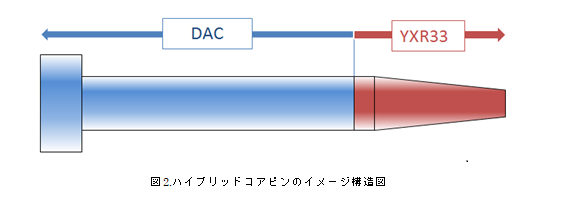
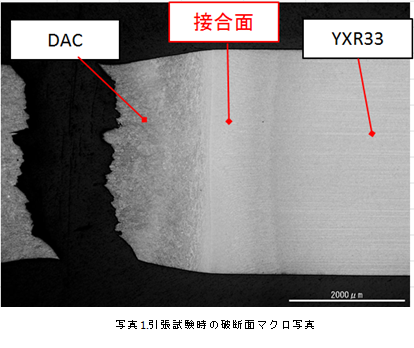
なお、この構造図をご覧になると、DACとYXR33の接合部が弱いのではないか?と懸念される方もいらっしゃると思いますが、ご安心ください。秦精工では摩擦溶接技術によって強固に接合しているため接合部から破断することはありません。DACとYXR33を摩擦接合し引張試験を行った際の写真を下に表します(写真1)。写真をご覧いただけますと、接合部に関係のないDAC部分から破断されていることがわかると思います。
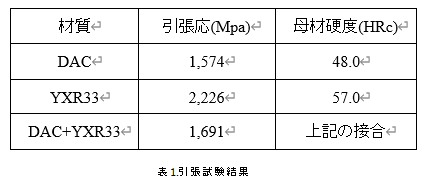
また、表1に示す通り、引張応力についてもDACとYXR33摩擦接合品はDAC単体と比較し同等以上となっており、摩擦接合による引張強度の低下がないことが実証されています。
このようなハイブリッドコアピンを導入すると、コアピンの寿命が3倍以上となったという事は前述の通りですが、コアピンの長寿命化は、ダイカストマシンの生産性向上に直結しますので、ぜひ一度お試しされることをご提案いたします。なお、サンプルも提供可能ですので、お気軽にお問い合わせください。
ところで、ここからはハイブリッドコアピンの開発経緯についてお話します。自動車のエンジンを構成するシリンダーブロックをダイカスト生産されるお客様が、コアピンの早期折損に困られていました。従来のSKD61に耐焼付性の高い表面処理を実施したコアピンを使用しましたが、目標のショット数まで伸びず、コアピンの篏合部から早期折損を繰り返していました。
そこで材質をSKD61から、高温強度が高く耐溶損性に優れるYXR33に変更しました。しかし、YXR33で製作したコアピンは台座部から早期に折損してしまいました。それはSKD61と比較しYXR33は靱性が劣り、台座部には靱性が必要だったからです。こうした経緯があり、両材質の特性を活かすべく、お客様と共同で長寿命化コアピンの開発が始まりました。
そして試行錯誤の結果、摩擦溶接によりDAC(JIS-SKD61相当)とYXR33を接合したハイブリッドコアピンが誕生しました。
早速、ハイブリッドコアピンを導入しコアピンの交換サイクル時間を2倍に設定したところ、生産中に折れることもなくショット数2倍化を達成しました。さらに使用を続け、最終的には従来の7,000ショット交換から21,000ショット、従来の3倍までショット数を向上させる事ができ、お客様には大変ご好評を頂きました。
また早期折損に困られていた他のお客様にも、ハイブリッドコアピンを採用いただきました。通常10,000ショットで折損していたコアピンが、ハイブリッドコアピンに変更することで33,000ショット使用しても折損することがなく、結果3倍以上の寿命改善を実現しています。
秦精工では、お客様からのお困りごとをお聞きし、それを製品開発に活かす活動を積極的に行っております。コアピンのことでお困りごとがございましたら、小さなことでも結構ですのでぜひお聞かせください。今回ご紹介したハイブリッドコアピンのような、ダイカストマシンの停止を回避し、生産性を大幅に向上させるお手伝いができるかも知れません。
※ハイブリッドコアピン®は秦精工株式会社の登録商標です。
※DAC及びYXR33は、株式会社プロテリアル製の材料鋼種名です。

